 |
恩太思:未来的通用结构套件,21世纪的三角瓶
恩太思将于2019年推出新的L-WE 30实验室行星挤出机。这一新的发展是对结构套件的进一步补充,可用于塑料、化学、食品、制药/化妆品等行业。
采用L-WE - 30型行星挤出机,不仅具有可以实现对温度的绝对控制,实现有效成分相混合、低剪切薄膜轧制、大表面交换等优点,还可以在材料关键领域得到应用。ENTEX现在能处理数百克/小时的产量。
恩太思最新开发的液基温度控制系统也将在展会上展出,确保在不同的温度区域进行有效和精确的温度控制。 模块化系统的另一个优点是显著缩短了加热时间,显著降低能源损失,以及选择有效的冷却。 恩太思的行星挤出机兼具经济性和生态性,因此将会是未来最节能的工艺工程装备。
|
 |
以下我们将介绍ENTEX公司最新的一项发明
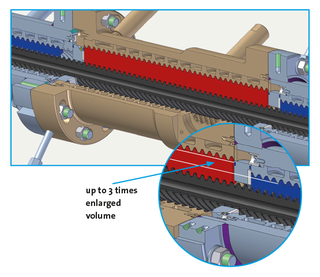
抽气反应模组化结构(简称ERMO)使得ENTEX公司的产品更加多元化。这项世界创新大大提高了行星螺杆挤出机的效益和多用性。
与传统的螺套组合相比,ENTEX公司这项最新的发明显著增加了反应体积。该技术专为脱气应用而开发。在此,自由的大型工艺表面和广义尺寸的流动截面是决定性的。 自由的大加工表面和大尺寸流动截面是决定性因素。在无需改变挤出机尺寸的情况下,ERMO将****化的增加这方面的特性。 除此以外,ERMO的优势还可以用于添加体积密度特别低的填料――同样的,对于此类原料的供应也需要利用到尽可能大的自由截面。 另一个应用实例是将ERMO用于反应挤出领域。要使其成功执行,需要延长原料的停留时间或扩大所须的表面反应或体积。 类似于恩太思系统的所有其他模组化组件,可以将多个ERMO串联起来使用或在生产线的不同位置单独使用―― 此外,还可以将该工艺应用于如侧边喂料器,液体注入装置和脱气装置等各种辅助装置上。 如您需要了解更多有关于抽气反应模组化结构方面的资讯,请与我们公司的技术服务部门联系或将以下表格填写好后发给我们。 |
 |
其它资讯
ENTEX公司一直致力于推动加工技术的进一步发展,不仅开发了各种类型的行星螺杆,而且还针对新的挤出工艺的不同要求开发了不同的传动装置。
为了延长使用寿命和延长的维修保养时间,ENTEX公司的行星螺杆挤出机中的“耐磨型系列”与“标准型系列相比”,配备了更大的传动模组化结构。由于采用了更大的齿形设计和行星螺杆直径,该系列被称为“耐磨型设计”,并用缩写“S”命名。S耐磨型系列的挤出机特别适用于对齿加工部件有很高机械要求的工艺。例如:用于处理填充量含量在80%及以上的高填充弹性体和热塑性塑料。 以前,耐磨型系列仅有规格为280S和400S型两款高产能的挤出机。为了满足客户的需求,我们现在增加了2款小型号的耐磨型挤出机,即150S和180S。 有了这些尺寸的行星挤出机,即使是对机械要求很高的木塑产品,也可以实现小规模化生产。当然,这些新尺寸的行星挤出机都是根据经过验证的ENTEX模组化结构系统建立的,全部技术过程一如既往非常灵活。 对于机械负荷大的机器,使用模数比较大的传动装置,可以增加传动装置的耐磨性和负荷能力。传动装置的模数是定义齿数几何形状的中心参数。模数越大,单个齿的横截面积越大;如果齿数增加,则行星螺杆的直径也就越大。 可以在标准型行星螺杆挤出机系列中装入多根带有多个齿(模数为1至3.5)的行星螺杆。因此,螺杆之间的啮合间隙以及挤出物的表面交换面积会显著增加。这种系统特别适用于液体挤出、化学反应和低填充料含量等的挤出物。 对于配备大型模数(通常模数为5.5)的耐磨型挤出机系列(S系列),由于所安装的行星螺杆支数较少,齿数较少,直径较大,因此与具有相同尺寸设计的标准型挤出机系列相比,螺杆之间的啮合机会变少了,但是啮合间隙会更大。由于行星螺杆的直径较大,因此S系列型挤出机的加工部件内具有较大的空间容积去接收原料。传动装置越粗糙,齿形组件也越稳定。这些机械特性使得S系列特别适用于加工具有高填充量和高粘度的材料(如WPC或橡胶)。 为了确保正常运行,挤出机用于加工的所有部件必须定期维护、检查,如有必要,要按照操作说明书中的说明进行清洗或重新加工。此外,必须对所有齿形部件的磨耗状况进行定期测量和评估。 齿形加工部件的使用寿命主要取决于挤出机的设计类型(标准型或耐磨型),部件的材质(标准钢材,特种钢材,不锈钢,PEEK等),工艺参数(加热温度,材料压力,速度,扭矩等)当然同时取决于挤压过程中所添加的物质之材料特性。 由于维护不足或保养不当而导致的故障会导致生产损失、高额的维修成本和挤出生产线的长时间停机。 因此,对行星机及其齿形部件进行定期的维护保养是必不可少的。 如您需要了解更多我们公司更多的产品信息,请与我们公司的技术服务部门联系或将以下表格填写完毕后发给我们。 |
 |
一台行星式滚筒挤出机可以取代28个双螺杆相对于捏合元件之间的间隙
点击这里查看PDF
|
 |
来自我们合作伙伴的新闻
从豌豆到蛋白质 - 帕蒂(汉堡) - 营养中的植物蛋白
点击这里介绍。 |